钟祥不发火耐磨料——施工强度##股份有限公司
钟祥不发火耐磨料——施工强度##股份有限公司张经理:135038041
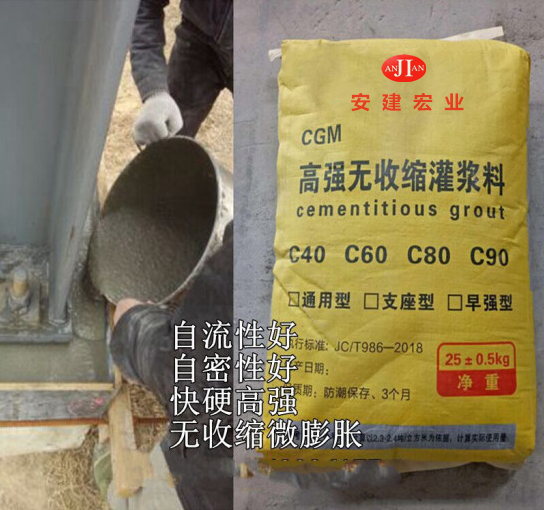
CGM无收缩灌浆料施工工艺:

1. 基础清扫设备基础表面,不得有碎石、浮浆、灰尘、油污和脱模剂等杂物。灌浆前24h,设备基础表面应充分湿润。灌浆前1h,应吸干积水。
下面向您介绍一种干粉混合机。这种混合机有卧式双螺带、三螺带两种系列,该系列混合机机身外型为圆筒型物料在筒体内通过多层螺带进行混合,多层螺带的设计外螺带窄内螺带宽,相邻两层螺带的方向为逆向设计。物料在筒体内流动过程中形成多股物料流,相互渗透、变位而反复进行混合,两侧翻滚混合筒壁无积块、无死角,是混合的理想选择。双轴桨叶混合机:卧式双轴桨叶混合机混合速度快、混合质量好、适应范围广,在大型外保温材料、干粉涂料生产企业中迅速获得广泛应用。
2. 确定灌浆方式根据设备机座的实际情况,选择相应的灌浆方式,可采用"自重法灌浆"、高位漏斗法灌浆"或"压力法灌浆"进行灌浆,以确保浆料能充分填充各个角落。
3. 支模根据确定的灌浆方式和灌浆施工图支设模板,模板标高应高出设备底座上表面 至少50mm,模板必须支设严密、稳固,以防松动、漏浆。
4. 灌浆料的搅拌按灌浆料重量的13%-17%的加水量加水搅拌,水温以5~40℃为宜。采用机械搅拌时间一般为1~2分钟;采用人工搅拌时,宜先加入2/3的用水量搅拌2分钟,其后加入剩余用水量继续搅拌至均匀。
钟祥不发火耐磨料——施工强度##股份有限公司
目前环氧树脂的水性化技术主要分为乳化法和成盐法两大类。乳化法指的是环氧树脂的直接乳化、不用外加乳化剂的自乳化或水性环氧固化剂乳化,而成盐法则是将环氧树脂改性成富含酸或富含碱的树脂,再用小分子量的碱或酸进行中和。对于用作水性环氧地坪涂料的环氧树脂乳液宜选用乳化法来。直接乳化法将环氧树脂和乳化剂混合,加热到合适的温度,在激烈的搅拌下缓慢加水完成相反转来制得水性环氧树脂乳液。可采用的乳化剂有聚氧化 基醚(HLB=1.8~16.5)和聚氧化烷基酯(HLB=9.~16.5),当然也可专用的水性环氧乳化剂,本公司采用聚 (PTMEG)水性环氧乳化剂,用该乳化剂乳化形成的水性环氧树脂粒径较小,储存稳定性较好,并且加入固化剂固化后的涂膜耐化学品性能和耐热性也较好。
5. 灌浆
(1)灌浆浆料应从一侧灌入,直至另一侧溢出为止,以利于排出设备机座与混凝土基础之间的空气,使灌浆充实,不得从四侧同时进行灌浆。
(2)在灌浆过程中不宜振捣,必要时可用竹板条等进行拉动导流。
(3)在灌浆施工过程中直至脱模前,应避免灌浆层受到振动和碰撞,以免损坏未结硬的灌浆层。
钟祥不发火耐磨料——施工强度##股份有限公司
复合型,地层用稳定面价廉的无机材料,面层用聚脂和大理石制成,目前已经没有这种材料了。烧结型,生产方法与陶瓷工艺相似,是将粉料和赤铁矿粉,以及一定量的高龄土混型。缺点造价高,不能经过二次打磨。人造石英石,与人造岗石生产工艺类似,填料是石英砂和石英粉。优点硬度高,不易产品划痕耐温。缺点造价高。树脂型人造石,它用不饱和聚酯树脂,用天然石材,大理石的一些碎料等搅拌成形。优点可塑性比较强,装饰效果好,可重新打磨翻新。
6、养护1)灌浆完毕后30分钟内,应立即喷洒养护剂或覆盖塑料薄膜并加盖岩棉被等进行养护,或在灌浆层终凝后立即洒水保湿养护。2)季施工时,养护措施还应符合现行《钢筋混凝土工程施工验收规范》的有关规定。
CGM340灌浆料使用说明:
1、需灌浆的基面要粉尘、油污和其它污垢等不利于粘结的物质,基面应用清水湿润至饱和,但施工时不应留有明水。
2、严格按产品出厂合格证上的用水量加水搅拌,搅拌时间为4-5min。应在加水后30分钟内用完。
天然花岗石岩属于火成岩,主要成份是二氧化硅,混合不同份量钠、钾、铝、镁的氧化物,当岩浆冷却时,在高温高压的作用下各自形成独立的晶体,而且紧密地聚为全晶质岩石。花岗石的晶体粗大而致密,抗压强度很高(12-3MP,硬度大(S.H75-11), 的花岗石经细致磨光及晶面(硬)後,光泽度可达11-12度。是 的建筑装饰材料。花岗石因为含有铁、铜、铬、锰、碳等元素而显现华丽的色彩。
3、浇注完毕后应加塑料薄膜覆盖,12小时内严禁挠动相关部件。
4、将搅拌均匀的灌浆料从一个方向灌入灌浆部位。必要时可借助竹条或钢钎导流,可适当轻轻敲打模板
一、麻面
现象:灌浆料局部表面现象出现缺浆和许多小凹坑、麻点,形成粗糙面,但无钢筋外露现象。
钟祥不发火耐磨料——施工强度##股份有限公司
八分厂、分别位于北京、湖北武汉、江西南昌、甘肃兰州、四川成都、云南昆明、广西南宁、内蒙古呼和浩特,可根据地区就近发货。
岩棉经摆锤布棉后,由履带上下法,传送至高温烘干炉中,将其烘干,成岩棉板后。传送出烘干炉,经高速切割锯纵向切割成为宽度均匀的岩棉板长板,后经高速切割锯由微电脑控制,横向切割成长度相同的岩棉板。红经传送带传送至包装设备。由设备自取法将岩棉板单板重叠成固定包装数量的岩棉板。后经传送带将岩棉板送至包装,经传送至热塑模包装过程,设备自动用岩棉板热缩专用膜将岩棉板包裹,由传送设备将热缩膜包裹岩棉板送至热缩收缩炉,经高温烘制使其收缩膜自然收缩,将岩棉板严紧包裹,再由传送设备传送至运输车,运输至岩棉板存放库。工工艺流程基层放线配粘结剂粘贴挤塑保温板打磨修理、隐检铺设镀锌钢丝网锚固件固定抹底层抹面砂浆抹面层砂浆补洞修理、验收。基层墙体表面的油污、浮灰、脱模剂、养护剂、泥土等影响粘结效果的物质必须认真干净。对于墙体上松动及凸出部位应剔凿修平,凹进墙面大于1mm的部位应抹平,墙面不得有空鼓。放线控制线。根据建筑立面设计和外墙保温技术要求及保温层厚度,在墙面出外门窗水平、垂直控制线及伸缩缝线、装饰缝线等。
Y) /+N < P V/ 1P、2P、、4P /1P、2P、、4P 、BNG -20/2P-385 < < < /4P < P /+N) N) 5V < < 0V 1P、2P、、4P < 0 < 5V/4P < V 85V/1P < 4P 、2P < 00)385V < < < P/440-2P 8S /1P 60DH3 < C60 0 0 P P P < < 0/8 < < /60kA-F/Pk < V(In:40KA,Imax:80kA) XSF < < / 1P、2P、、4P < P、2P、、4P ) -D P 5V < amp;nbsp;TT20 V < < 0US)/1P V/ 1P、2P、、4P /4 V/4P、、2P、1P /1P、2P、、4P /4P < DH3-A1 < 4+0) 0KA /1P < -A1 < V/1、2、3、4P A/3+1 5V < < < Imax:40KA 4p < < P、、2P、1P < 、2P、1P P < /385V/+N) V /4 V/1、2、3、4P < 5 3B P-385V 4P 、4P-B100 /1P < < < NPE < PE P/I/4P) SP/H/4P) VSP/I/) SP/I/4P) VSP/S/2P) 5V < /1P/2P//4P V < C GY 0V V/1、2、3、4P /1,2,3,4P < 1P,2P,,4P 、2、3、4P < P < 00 ) < < P < P,2P,,4P 4P < V/1、2、3、4P 4P < P、2P、、4P V/1P、2P、、4P 0V-4P 40V-4P < /1P < < +N(40KA) V < V 0/4P 5V 5V P-385V A-3 V/1P /4P < /4) B mode < < KA/320V) 0/+N IIY 1P 5V-1P 0V -4P < 4P /4P、、2P、1P P、、2P、1P 5V/4P、、2P、1P /4 5V < 2 3+1 P < MPF < 85 RMP F RMNF < MP F 20/4P/1P < P、1P P、、2P、1P < < 5V 1P /4P、、2P、1P P P < < P..4P < P 385V/4P < < < < 2P、1P 、、2P、1P < V 1P、2P、、4P < < P、2P、、4P < 3 1P 2P 4P -1 /150KA-4P < (三相4+0) < 4P 5 25-D PE /1P <